超快激光加工应用实例:滨松空间光调制器LCOS-SLM高光强阈值性能体现
|
液晶-硅基空间光调制器(LCOS-SLM)一直以来以高精度和易操控性,被用于各种光斑整型、光场调控的应用中。比如通过在0-2π范围内改变光的相位,产生三维多焦点、贝塞尔光、艾里光、HG模光、LG模光等等,而广泛应用于光通信、生物医学、材料学、全息等众多领域。
|


|
左图:Andrew Forbes / CSIR ;右图:Colour hologram projection with an SLM by exploiting its full phase modulation range, Jesacher A, Bernet S, Ritsch-Marte M., Opt Express. 2014 Aug 25;22(17):20530-411
|
|
现代激光加工,以超快激光加工为主,即使用高强度的超快激光进行材料加工。具有峰值功率高、热熔区域小、加工速度快和重复精度高的特点。
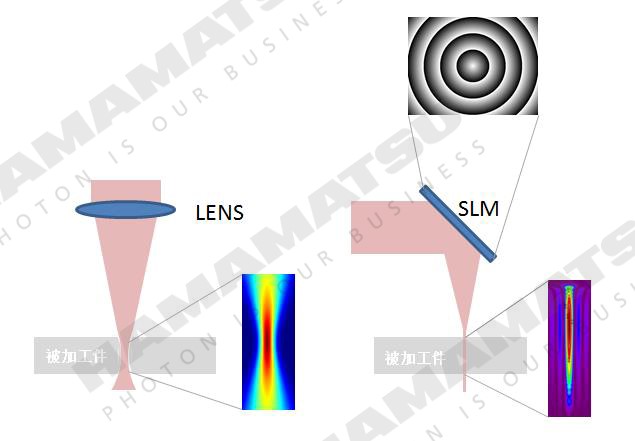
液晶-硅基空间光调制器(LCOS-SLM)以其高精度的三维多点整形(通常使用CGH算法调制相位)功能;产生"长焦深"的贝塞尔光用于激光切割(下图)功能;以及可实时矫正像差、实时通过软件改变加工激光的聚焦深度和形状的特性,可作为超快激光加工的理想光束整形器件。
|
|
贝塞尔光在激光切割中的应用:用贝塞尔光能够在切割材料上形成一个更长的"焦深",相当于对材料有一个较深的切割深度,同时在切割深度上能量分布大体均匀,这样就容易得到较好的切割效果。
|
|
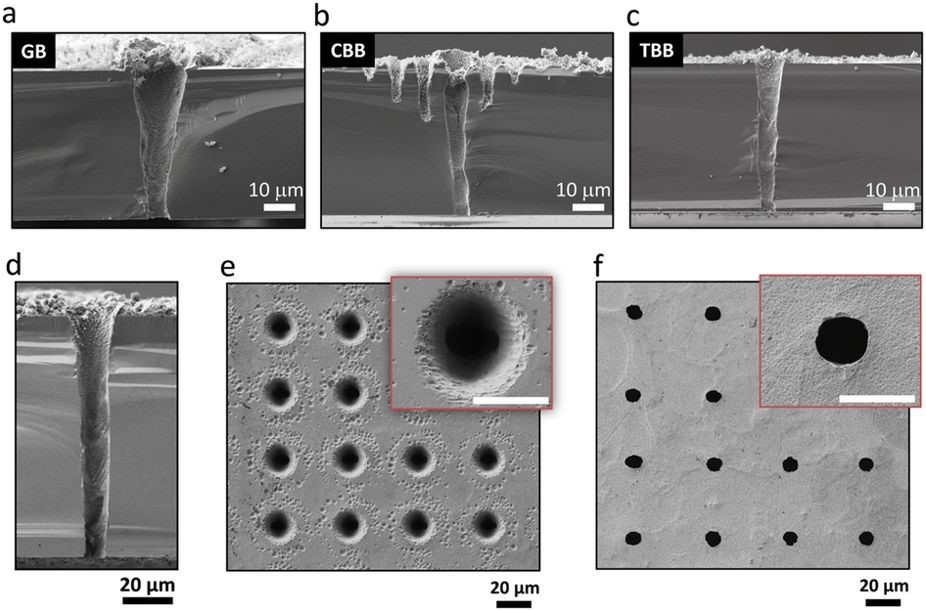
贝塞尔光用于深孔的加工及算法的优化:研究者们还开发了在贝塞尔光基础上的优化算法,消除周边圆环,提高深槽质量。上海光机所储蔚老师(程亚团队)曾在会议报告中讲到的Tailoring femtosecond 1.5-μm Bessel beams for manufacturing high-aspect-ratio through-silicon via2,其中实验则使用了锥棱镜加相位板。此项也可使用滨松SLM来实现。
|
|
由于材料和设计的限制,器件的抗强光特性还不完善(光强阈值低),截止到2017年,空间光调制器最高也只能承受几十瓦/cm2的激光功率密度。所以一直以来,其并未被大范围应用,仅用在了一些特定的激光加工材料上(往往是所需激光能量较低的被加工件),如塑料焊接,晶圆或玻璃切割(滨松专利的SDE激光隐形切割引擎,就是以空间光调制器为内核的)。
随着产品技术的不断进步,以及更广泛的行业测试数据的支持,如今滨松的LCOS-SLM被证实可完全承受255W/cm2的平均功率、几百兆瓦/cm2的皮秒激光器峰值功率、以及几十G瓦/cm2的飞秒激光器峰值功率。以下为三个实际案例(以下研究,均使用滨松LCOS-SLM完成):
|
|
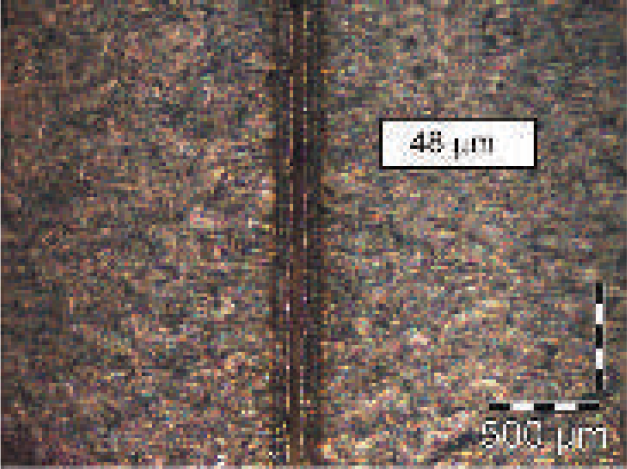
1.用LCOS-SLM产生自适应的多光束激光进行薄钢板切割
|
|
芬兰VTT技术研究中心研究者利用200W红外CW激光器成功应用LCOS-SLM作为自适应CGH(Computer Generated Hologram,计算全息),切割0.5毫米厚的普通结构钢板。
|
|
Adaptive multibeam laser cutting of thin steel sheets with fiber laser using spatial light modulator, Jarno Kaakkunen (Corresponding Author), Petri Laakso, Veli Kujanpää,BA2405 Advanced manufacturing technologies3
|
|
使用高精度的LCOS-SLM可以使生成的点阵能量分布更准确(更均匀;或者按照研究者需要的加权实现不同能量的分布,更准确)。
|

|
高质量的多点并行加工并消除零级光
(中心亮斑,详解见下图)
|

|
High-quality generation of a multispot pattern using a spatial light modulator with adaptive feedback, Naoya Matsumoto, Takashi Inoue, Taro Ando, Yu Takiguchi, Yoshiyuki Ohtake, and Haruyoshi Toyoda, Optics Letters Vol. 37, Issue 15, pp. 3135-3137 (2012) 4
|
|
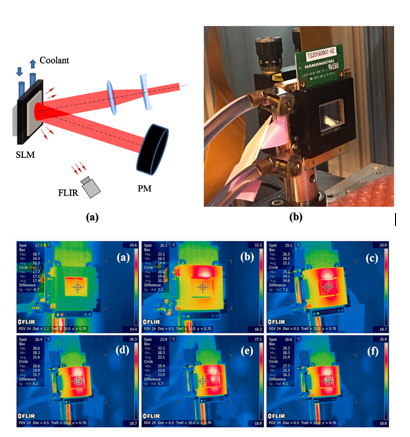
3.用于高平均功率皮秒激光(材料加工应用)曝光的LCOS-SLM的热和光学性能研究
|
|
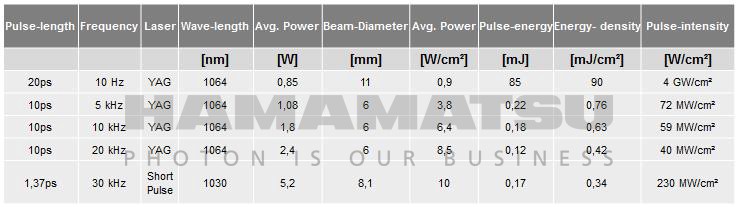
该研究者专门研究了SLM的热承受能力,最高使用了220W的1064nm皮秒激光器进行了测试。研究者还提到:
"我们使用滨松X10468系列反射式LCOS-SLM十多年了,经过多年的连续运行,我们用了峰值功率密度大于10 GW /cm2,平均功率大约12 W的能量,在无冷却情况下照射SLM,没有检测到仪器有任何性质改变。这的确令人印象深刻。"
|
|
Investigation of the thermal and optical performance of a spatial light modulator with high average power picosecond laser exposure for materials processing applications, G Zhu, D Whitehead, W Perrie, O J Allegre, V Olle, Q Li, Y Tang, K Dawson, Y Jin, S P Edwardson, Journal of Physics D: Applied Physics, Volume 51, Number 9.5
|


|
1、激光能量被SLM吸收,温度持续上升,产生相位偏移。
|
|
此类损伤阈值是由激光的平均功率所决定的,制冷是提高阈值的最佳办法。通过添加Heatsink水冷的制冷方法,滨松LCOS-SLM已将平均功率阈值从几十瓦提高到上百瓦。
通过合作伙伴们对LCOS-SLM在不同使用环境,不同功率阈值的测试。最后的数据表明,水冷技术加持下,滨松LCOS-SLM最高可承受255W/cm2的高功率。目前还在不断地进行更高功率的测试。
|
|
2. 对于脉冲激光来说,由于单个脉冲的瞬间能量极高,SLM对激光的非线性吸收,会导致其温度的急速上升和液晶层的损坏。
|
|
此类损伤阈值,是由峰值功率决定的,可以通过加介质镜来提高。以具有专利技术的介质镜为LCOS-SLM的反射层,代替了传统的铝材料。提高反射率的同时,材料对光能的非线性吸收也有所减少,从而保证了器件可承受高功率阈值。
|

|
滨松介质镜涵盖的波段有390nm-410nm,460nm-560nm,600nm-700nm,750nm-850nm,1000nm-1100nm,532nm&1064nm,1500nm-1600nm。由于LCOS-SLM芯片完全自主研发,介质镜也可实现定制化。如今,滨松LCOS-SLM已被用于各类玻璃、蓝宝石、金属材料的激光加工应用中,提高了加工速度和精度,使复杂结构的加工成为可能。
|
|
此类损伤,是由材料的耐紫程度来决定的。寻找耐紫外的新材料,也是滨松LCOS-SLM技术研究人员的课题之一。目前也已开发出毫瓦级的355nm紫外材料,眼下正致力于实现"大于3W"的目标。
面对超快激光加工应用市场的需求,滨松的工程师们未来还将研发千瓦级的LCOS-SLM芯片,不断将性能向极限推进。
|
详细型号所对应的阈值查询:LCOS-SLM光强阈值资料及计算方法
|
针对以上内容,如您有任何问题,欢迎联系我们
|
|

|